Synthetic Sapphire Fabrication and Processing for High Performance Applications
If you want to learn more, you’re in the right place.
Fabrication and Processing
Overview
This paper explains the crystallographic plane orientation and capability of synthetic sapphire in two distinct high-performance application spaces: Life Science and Medical markets. Additionally, we will explore the manufacturing and assembly orientation utilizing synthetic sapphire material, and touch on defects that can adversely affect material performance in applications that use pistons/rods as sealing surfaces. Typical uses for these components require deliberate design choices and tightly toleranced product for fail safe applications.
Understanding Synthetic Sapphire
Synthetic sapphire is a robust, versatile material that can withstand harsh conditions and is suitable for a wide variety of applications. Since synthetic sapphire is an aluminum oxide material grown in hexagonal crystalline form, it is hard and has a high resistance to heat and extreme chemistries. Due to its crystalline structure, material and optical characteristics can change depending on the orientation of the crystallographic planes to the designer’s placement. The material can be milled, drilled, cut, lapped, and polished into many sizes, shapes, and surface finishes while maintaining lattice orientation thorough out the material processing stages. These finished pieces can be used in aggressive environments where reliability, optical transmission properties and hardness are required.
Sapphire is the hardest of all known oxide crystals with a hardness of 9 on the Mohs scale. Synthetic sapphire is second in hardness only to diamond, and retains its high strength at high temperatures. Sapphire has good thermal properties, with excellent electrical and dielectric properties. Higher grades of synthetic sapphire combine zero porosity with near total resistance to acids and alkaline substances. Synthetic sapphire is insoluble in water, and only reacts with hydrofluoric acid, phosphoric acid and potassium hydroxide at high temperature above 300 degree Celsius.
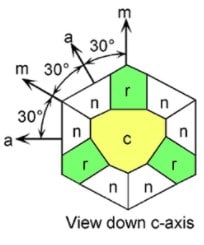
Since Synthetic sapphire is an anisotropic hexagonal crystal, its properties depend on crystallographic direction (relative to the optical C-axis). When a synthetic sapphire part is produced, the orientation of the part may affect the performance of that part. “Orientation” refers to the angle of the sapphire crystal from its optical axis, which is the C-axis. The C-axis of the sapphire crystal is the most commonly specified crystal orientation for sapphire windows. The primary reason for this is that sapphire is naturally slightly birefringent in all other axis, while C-axis (or 0 degree) cut sapphire windows eliminate the inherent birefringent properties of the crystal. The C-axis is also the strongest and most mechanically symmetric orientation when forces are applied parallel to the C axis, sometimes as high as 20% stronger.
If no orientation is specified, then the orientation can be what is called “random”. Random orientation means that the part was cut with no regard to the crystal orientation. Verification of the crystal orientation adds cost due to the process of continuously tracking the orientation during cutting, grinding and polishing. Random orientation is common because of lower costs and is an acceptable choice if ideal optical or mechanical qualities are not required: note that the easiest orientation to cut is ~60° from the C-axis. Because the mechanical performance of sapphire will vary depending on orientation, random orientation allows for unpredictable variability in the strength of the sapphire part to part, and across a given part. Other orientations that are less frequently requested include M-Plane, R-Plane, and A-Plane.
Typical Choices for Part Orientation:
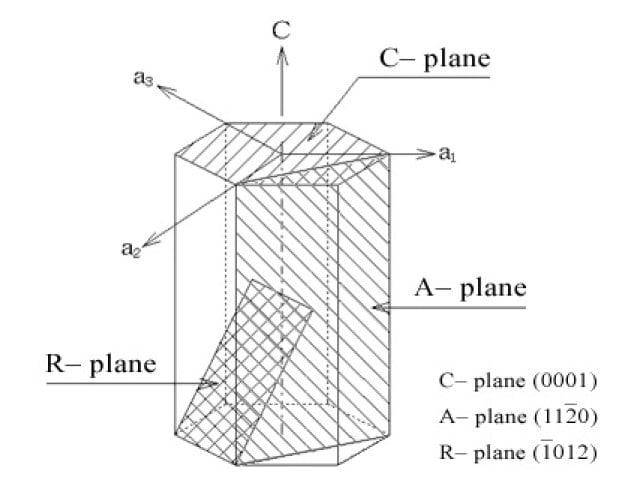
- Zero Degree: The direction of view is parallel to the optical axis of the crystal, i.e the C vector, perpendicular to the C-plane. This provides the highest strength and lowest birefringence.
- C-Axis: In a rod, the direction along its length: perpendicular to the C-plane. In a window, the direction perpendicular to the face: perpendicular to the C-plane.
- 90 Degree: The direction of view is perpendicular to the optical axis, i.e. the direction of view is parallel to the C-plane axis of the crystal.
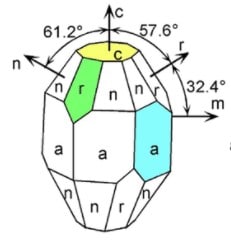
- M-Plane: The plane containing the optic axis (C) and inclined 30 degrees to the A-axis
- A-Plane: The plane that is perpendicular to the A-axis, containing the C-axis
- R-Plane: A plane inclined 57.5667 degrees to the optic axis in the same zone as the M-plane.
- Random: There is no specified relationship between the part and the crystalline orientation.
- The part is manufactured without concern about orientation.
Synthetic Sapphire Grades:
- Grade 1: free of insertions, block boundaries, twins, microbubbles and scattering centers;
- Grade 2: free of insertions, block boundaries, twins; individual scattering centers (microbubbles < 10 µm located not closer than 10 mm) are allowed;
- Grade 3: free of insertions, block boundaries, twins; individual bubbles < 20 µm located not closer than 10 mm to each other are allowed;
- Grade 4: free of insertions, block boundaries, twins; bubbles < 20 µm located not closer than 2 mm from one another as well as bubbles clusters (which may include individual bubbles to 50 µm) of size < 200 µm scattered not closer than 10 mm to each other within the effective volume 20x20x20 mm are allowed;
- Grade 5: free of insertions, block boundaries, twins; bubbles < 20 µm located not closer than 2 mm from one another as well as bubbles clusters (which may include individual bubbles to 50 µm) of size < 500 µm scattered not closer than 5 mm to each other within the effective volume 20x20x20 mm are allowed;
- Grade 6: free of insertions, block boundaries, twins; defective areas with bubbles clusters of size > 500 µm are allowed.
Processing techniques for a selection of components and applications
Piston / Plunger processing for high pressure pumping applications
Sapphire piston/plunger material is often used in high pressure pumping applications. These applications can include fluidic dispense pumping in invitro diagnostic, biotechnology, chromatography, industrial pumping and other applications which require tight tolerance with hard, smooth surface finish pistons. This is a necessity to enable minimal seal degradation and shedding along with ripple free, precise aspirate and dispense cycles.
In processing these parts, it is necessary to start with high quality material that is free of cleaves, voids, scratches, annular rings, micro flats, chips, and bubbles. Typically, the ideal base sapphire to start with is Kyropoulos (KY) material. KY sapphire has advantages due to its reliability, ease of screening within the growth zone, reduced propensity for possible formations of inclusions, dislocations and other less desirable anomalies. The strongest material is typically processed from the direction of view parallel to the optical axis of the crystal which is in the C-Axis. In the case of a plunger or rod, the direction along its length.
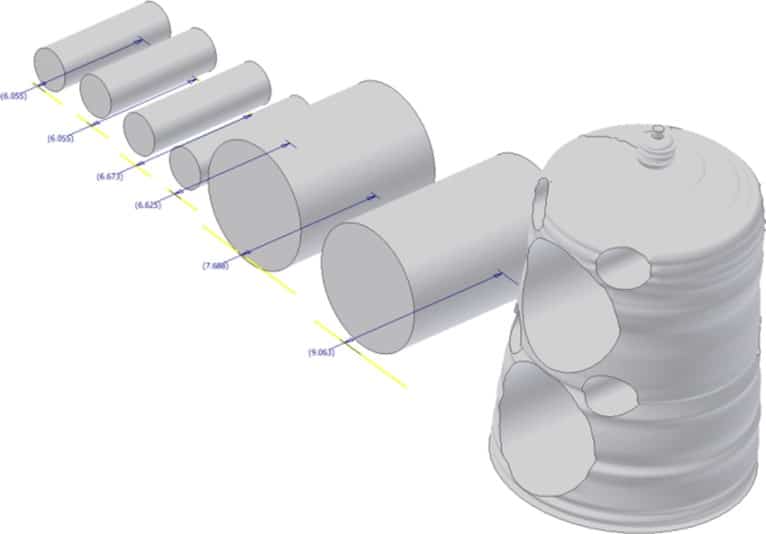
The image above describes coring of sapphire to extract the material with the crystal lattice in a known orientation.
Upon selection of quality base material, the following process techniques are utilized in the processing of sapphire plungers:
- Core Drilling
- Sawing
- Centerless grind
- End grind
- Brushed end radius
- Rolling
- Lap
- Final polish lap
- Precision assembly press into ferrule that couples the crystal into a mechanical system: typically, metal
This type of fabrication and processing has been developed to yield a defect free sapphire surface.
Piston / plunger processing for life science high pressure pumping applications
The advantages of synthetic sapphire use in life science pumping applications are abundant. There are numerous anomalies that can have an adverse effect on an application that could yield poor results or unexpected consequences. Precision aspirate and dispense functionality is expected in order to pump the exact intended amount of sample, eluent, reagent or any other fluid that is requires fluidic movement that is highly precise and stable.
Quality of raw material, processing inaccuracies, poor inspection rigor and inconsistent measurements are only but a few of a number of root causes that can lead to low quality sapphire that will poorly perform in life science high pressure pumping applications.
The following example represents a high quality, properly processed sapphire plunger that was manufactured to be used in a high performance liquid chromatography pumping application.
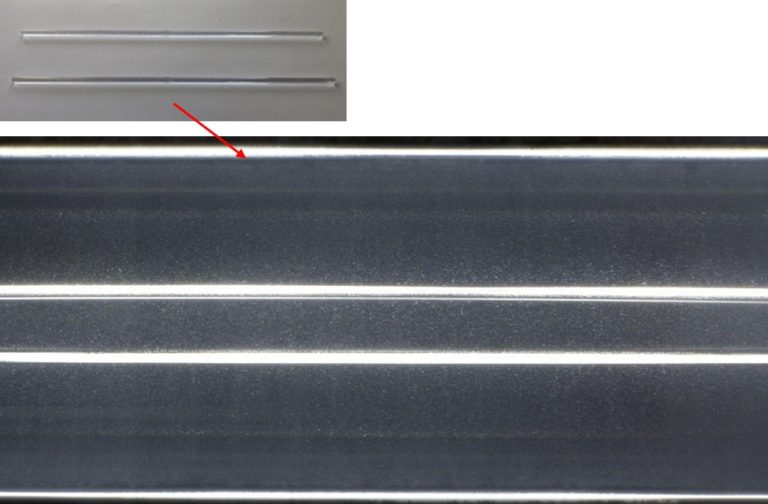
The above image is an example of a defect free surface at 40x
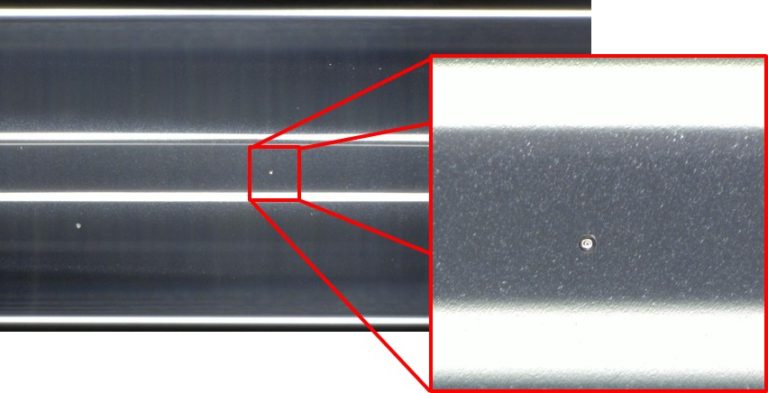
The above image is an example of a near surface bubble at 40x. This type of defect could possibly impact performance in a high-pressure pumping application. Typically, as long as the defect is not on the surface, the integrity is maintained; however, raw materials with inclusions/bubbles should be avoided as processing can further exacerbate these defects and lead to seal wear and subsequent fluid leaks.
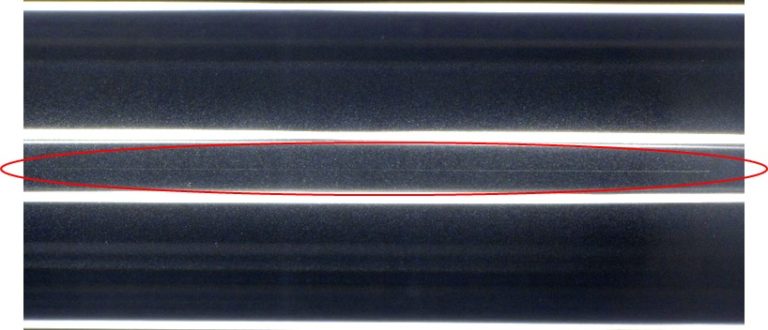
The above image is an example of an axial scratch that spans the length of the viewing field. This type of scratch can enable a direct leak path from the high pressure side to the low pressure side of the seal.
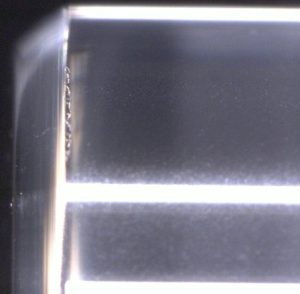
The above image is an example of a chipped radius anomaly. This type of defect can accelerate energized seal wear and likely cause premature pump failure if the seal contacts the defect.
Scalpel tip processing for surgical laser applications
Sapphire is highly useful material that is well suited for use in surgical laser applications. Sapphire scalpel tips have shown versatility and control over tissue effect in numerous surgical specialties. With the appropriate designs, sapphire tips have been used in general-purpose surgical lasers and a though usage as probes, scalpels and fiber optics. The sapphire configurations utilizing various geometries have enabled medical surface treatments while providing multiple therapeutic effects. Different probe, scalpel, and fiber tip geometries yield varying laser power densities. Conical sapphire scalpel shapes have enabled high power density, providing excellent cutting characteristics. Flat sapphire probes with broad diameters have enabled low laser power density, providing excellent coagulative effects.
Upon selection of sapphire material, the following process techniques are utilized in the processing of sapphire scalpel tips:
- Centerless grind
- OD polish
- Angle grind
- End grind
- Radius
- Manual Radius
- Frost / bead blast
- Assemble
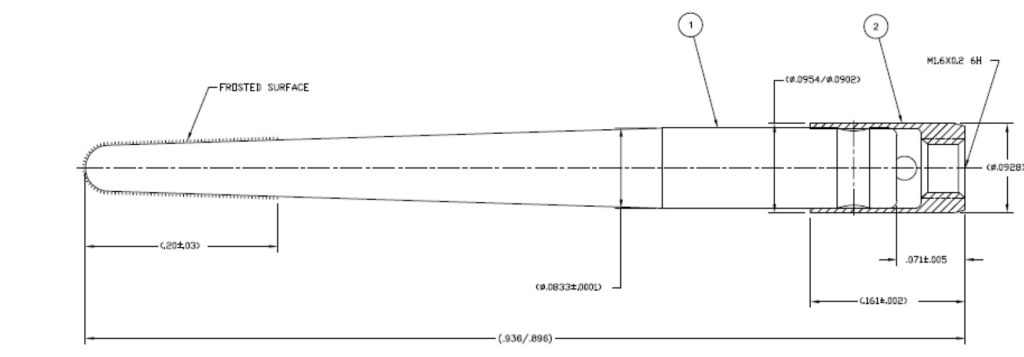
Example of a sapphire scalpel tip design
Conclusion / Summary
Synthetic sapphire is a robust versatile material that can be used in high pressure pump applications and numerous medical applications. It can withstand very high temperatures and exhibits significant resistant to chemical acids/alkaline, high pressure and strong vacuum environments. The hardness of synthetic sapphire results in longer life as the material retains its manufactured surface finish quality longer: wearing at lower rates compared with softer materials. This hard material should be at the top of the list of design engineers looking for high performance in their specific applications.